


china steel wire braid r7 r8 hose service Performance Analysis
Introduction
Steel wire braid reinforced hydraulic hoses, specifically those adhering to R7 and R8 standards, represent a critical component in fluid power systems across diverse industrial applications. These hoses are engineered to convey hydraulic fluid under high pressure, transferring power efficiently and reliably. The R7 and R8 designations categorize hoses based on their pressure ratings and construction, impacting their suitability for various operating conditions. R7 hoses generally feature a single steel wire braid, suited for moderate pressure applications, while R8 hoses incorporate a double steel wire braid, enabling them to withstand significantly higher pressures. This guide provides a comprehensive technical overview of China-manufactured steel wire braid R7/R8 hoses, encompassing material science, manufacturing processes, performance characteristics, failure modes, maintenance protocols, and relevant industry standards. A core pain point within the hydraulic hose industry lies in ensuring consistent quality and adherence to international safety standards in a competitive global market. Variations in manufacturing processes and material sourcing can lead to premature failure, impacting system uptime and potentially causing significant safety hazards. This document aims to address these concerns by providing a detailed technical analysis.
Material Science & Manufacturing
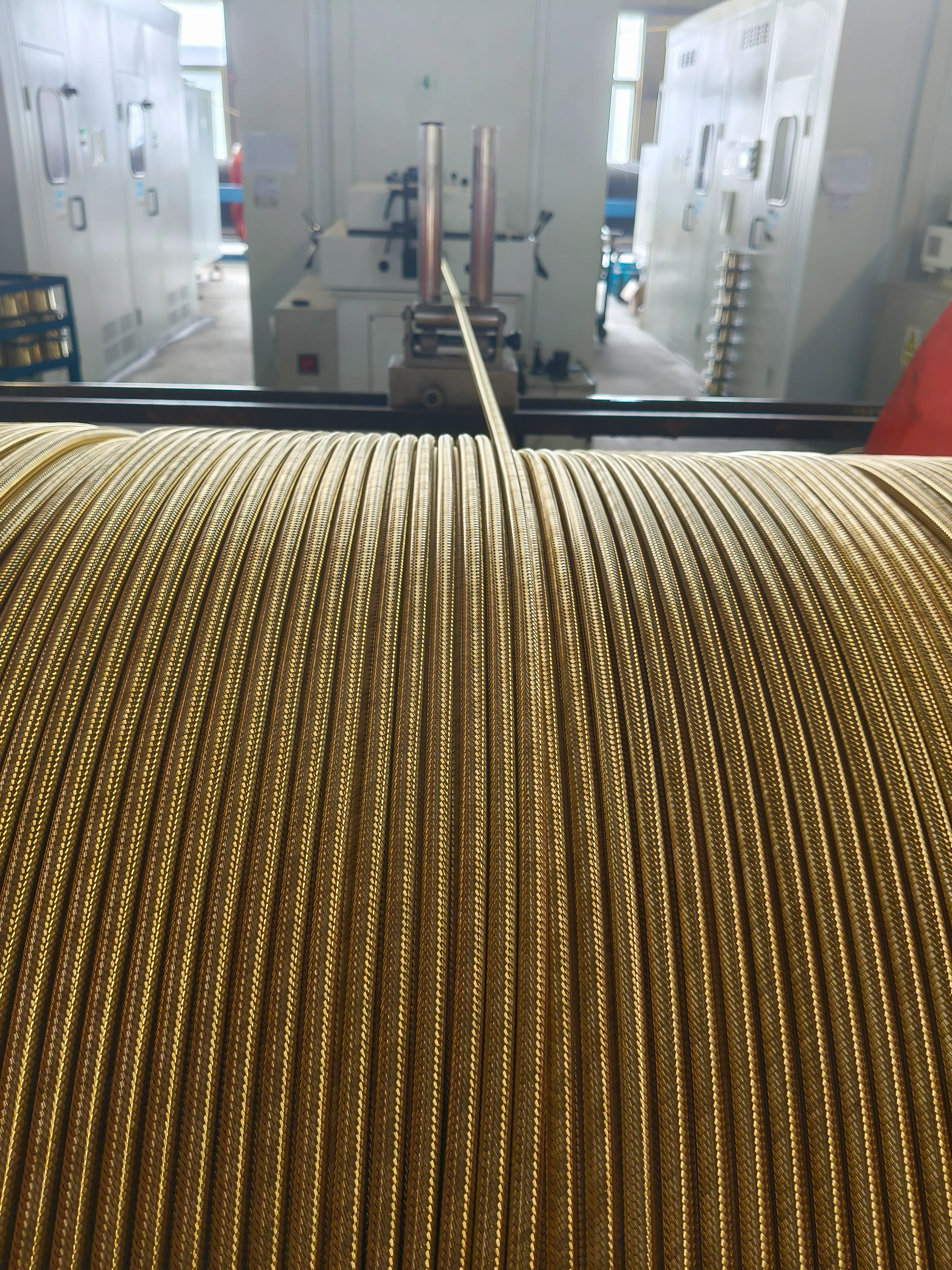
The core materials in R7/R8 hose construction dictate performance characteristics. The inner tube is commonly composed of nitrile rubber (NBR), known for its resistance to petroleum-based hydraulic fluids, or ethylene propylene diene monomer (EPDM) rubber for phosphate ester fluids. NBR exhibits a temperature range of -40°C to 120°C, while EPDM extends to -55°C to 150°C. The reinforcement layer consists of high-tensile steel wire, typically drawn from carbon steel and treated for corrosion resistance (zinc plating is common). The outer cover is typically a chlorinated polyether (CPE) or polyurethane (PU) blend, providing abrasion resistance, ozone protection, and weathering stability. Manufacturing begins with extrusion of the inner tube. The steel wire braid is then helically wound around the extruded tube using specialized braiding machines. Braid coverage – the percentage of the hose circumference covered by the steel wires – is a critical parameter influencing burst pressure. R7 typically aims for 45-55% coverage, while R8 targets 60-70%. Following braiding, the outer cover is extruded. Key manufacturing parameters include extrusion temperature, braiding tension, cure time and temperature for vulcanization of the rubber compounds, and dimensional tolerances. Improper control of these parameters can lead to defects like porosity in the inner tube, insufficient braid coverage, or uneven outer cover thickness. Quality control involves hydrostatic testing to verify burst pressure, impulse testing to assess fatigue resistance, and dimensional inspection to ensure adherence to specifications.
Performance & Engineering
Performance of R7/R8 hoses is primarily characterized by working pressure, burst pressure, and impulse pressure ratings. Working pressure is the maximum pressure the hose can safely sustain during continuous operation, typically expressed in PSI or MPa. Burst pressure is the pressure at which the hose fails catastrophically. A safety factor of 4:1 is commonly applied, meaning burst pressure is four times the working pressure. Impulse pressure refers to the hose’s ability to withstand cyclical pressure fluctuations. Force analysis involves evaluating hoop stress within the hose wall due to internal pressure. The steel wire braid is designed to counteract this stress, preventing expansion and failure. Finite Element Analysis (FEA) is frequently employed during the design phase to optimize braid configuration and material selection for specific pressure and temperature requirements. Environmental resistance is crucial. Exposure to UV radiation, ozone, extreme temperatures, and corrosive fluids can degrade the rubber compounds, reducing hose lifespan. Compliance requirements vary by region. In Europe, hoses must comply with EN 853 standards. In the USA, SAE J517 dictates performance criteria. Chinese standards (GB standards) are often aligned with, but may have slight variations from, international norms. Hose end fitting selection is also critical. Incorrect fitting crimp strength can lead to leakage or fitting blow-off.
Technical Specifications
| Parameter | R7 Hose (Typical) | R8 Hose (Typical) | Unit |
|---|---|---|---|
| Working Pressure | 2000 | 3000 | PSI |
| Burst Pressure | 8000 | 12000 | PSI |
| Impulse Pressure (100,000 cycles) | 3000 | 4500 | PSI |
| Temperature Range | -40 to +120 | -40 to +120 | °C |
| Inner Tube Material | NBR | NBR | - |
| Reinforcement | Single Steel Wire Braid | Double Steel Wire Braid | - |
| Outer Cover Material | CPE | CPE | - |
Failure Mode & Maintenance
Common failure modes in steel wire braid hoses include burst failure due to exceeding pressure limits, impulse failure from cyclical fatigue, abrasion damage to the outer cover, corrosion of the steel wire braid, and fitting failure (leakage or blow-off). Burst failure typically initiates at a point of weakness in the inner tube or at a discontinuity in the steel wire braid. Impulse failure often occurs at the hose ends, where stress concentration is highest. Corrosion can occur if the zinc plating on the steel wire is compromised, leading to weakening of the reinforcement layer. Failure analysis involves visual inspection for cracks, bulges, or abrasions; hydrostatic testing to identify leaks; and metallographic examination of the fractured surface to determine the root cause of failure. Preventive maintenance includes regular visual inspections for signs of damage, proper routing of the hose to avoid sharp bends and abrasion, and periodic replacement based on service life and operating conditions. Proper storage is also essential – hoses should be stored in a cool, dry place away from direct sunlight and ozone sources. Avoid kinking the hose during installation or operation. Regularly check fitting crimps for tightness and signs of corrosion. For critical applications, consider implementing a hose management program that tracks hose age, usage, and maintenance history.
Industry FAQ
Q: What is the primary difference between an R7 and R8 hose in terms of application suitability?
A: The key difference lies in their pressure handling capabilities. R8 hoses, with their double steel wire braid, are designed for significantly higher working pressures and are essential in applications where extreme force transmission is required, such as heavy machinery and high-pressure hydraulic systems. R7 hoses are suitable for lower-pressure applications where cost-effectiveness is a priority.
Q: How does the zinc plating on the steel wire contribute to hose longevity?
A: Zinc plating provides a sacrificial layer of protection against corrosion. Steel wire is susceptible to rusting in humid environments, which weakens the reinforcement structure. The zinc corrodes preferentially, protecting the underlying steel and extending the hose’s service life. However, the zinc coating can be compromised by exposure to chlorides or other corrosive agents.
Q: What are the implications of using a hose with an inner tube material incompatible with the hydraulic fluid?
A: Incompatibility leads to rapid degradation of the inner tube material, causing swelling, cracking, and ultimately, failure. For example, using an NBR inner tube with phosphate ester fluids will result in severe swelling and reduced hose lifespan. Proper fluid compatibility charts must be consulted during hose selection.
Q: What is the acceptable level of abrasion on the outer cover before a hose should be replaced?
A: Any abrasion that penetrates the outer cover and exposes the steel wire braid constitutes a critical defect. This compromises the hose’s integrity and increases the risk of corrosion and subsequent failure. Even minor abrasions should be monitored closely, and the hose should be replaced if the braid becomes visible.
Q: How important is the proper crimping of hose ends, and what are the consequences of incorrect crimping?
A: Proper crimping is paramount. Under-crimping results in leakage, while over-crimping can damage the hose reinforcement and reduce its pressure rating. Correct crimp specifications are provided by fitting manufacturers and must be strictly adhered to. Regular inspection of crimped fittings is recommended to ensure continued integrity.
Conclusion
China-manufactured steel wire braid R7 and R8 hoses are fundamental components in hydraulic power transmission systems. Understanding the material science behind their construction, the intricacies of the manufacturing process, and the performance characteristics governed by industry standards is crucial for ensuring reliable operation and maximizing service life. Careful consideration must be given to pressure ratings, fluid compatibility, environmental factors, and proper maintenance procedures to mitigate potential failure modes.
Moving forward, advancements in hose technology will likely focus on developing more durable and chemically resistant rubber compounds, optimizing braid configurations for enhanced impulse performance, and implementing more sophisticated quality control measures during manufacturing. Furthermore, adopting predictive maintenance strategies based on sensor data and machine learning algorithms can enable proactive hose replacement, minimizing downtime and enhancing safety in critical applications.