


buy high temperature resistant ptfe hose suppliers Performance Analysis
Introduction
High temperature resistant PTFE hose represents a critical component in numerous industrial applications demanding fluid transfer under extreme thermal conditions. Positioned within the broader fluid conveyance industry, these hoses serve as a specialized alternative to rubber, thermoplastic, and metal hoses when dealing with corrosive fluids, high pressures, and elevated temperatures. PTFE (Polytetrafluoroethylene), renowned for its exceptional chemical inertness and thermal stability, forms the core material. The core performance characteristics – temperature resistance (typically up to 260°C, with some formulations exceeding this), chemical compatibility with nearly all substances, low coefficient of friction, and non-stick properties – define its utility in sectors like chemical processing, automotive, aerospace, oil and gas, and pharmaceuticals. The primary industry pain point is maintaining fluid integrity and system reliability in demanding environments, where standard hose materials rapidly degrade, leading to costly downtime and potential safety hazards. Suppliers must demonstrate consistent product quality, adherence to stringent manufacturing tolerances, and the ability to meet specific application requirements.
Material Science & Manufacturing
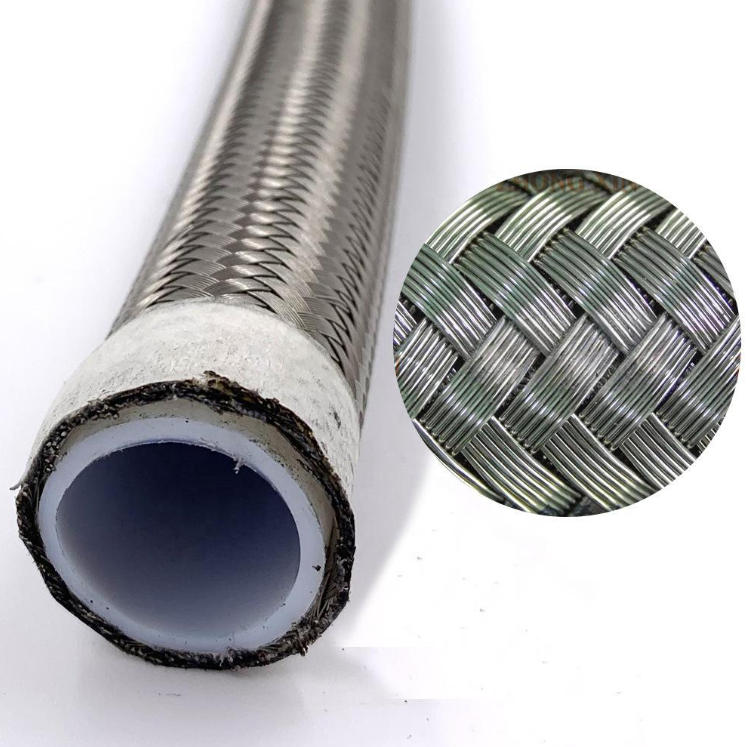
The foundation of high temperature PTFE hose lies in the properties of PTFE resin. PTFE is a fluoropolymer comprised of repeating tetrafluoroethylene units (-(CF2-CF2)n-). Its key physical properties include a high degree of crystallinity, contributing to its chemical resistance and low friction surface. The raw material is typically PTFE granules or fine powder. Manufacturing typically involves several stages: First, the PTFE resin is processed into a fine powder and mixed with additives, such as fillers (e.g., glass fiber, carbon fiber) to enhance mechanical strength and creep resistance, and pigments for identification. Second, the mixture undergoes extrusion, utilizing a ram extrusion process due to PTFE’s high melt viscosity. Careful control of ram speed, die temperature (though technically not melt temperature, as PTFE isn't truly melted during processing), and back pressure is crucial to achieving uniform wall thickness and minimizing defects. Third, the extruded tube is sintered – heated to a temperature below the melting point (around 380°C) to fuse the PTFE particles together. Sintering temperature and duration directly impact the final material density and mechanical properties. Fourth, a reinforcing layer is applied. This commonly consists of a braided construction using stainless steel, providing pressure resistance and preventing kinking. The braid count (number of braids) and material grade influence the hose’s working pressure capacity. Fifth, post-processing steps include dimensional inspection, pressure testing, and final surface treatment. Parameter control during sintering is vital: insufficient sintering leads to poor mechanical strength, while over-sintering can cause dimensional instability. Chemical compatibility of additives with the target fluid must be rigorously assessed.

Performance & Engineering
The performance of high temperature PTFE hose is heavily influenced by its structural design and material selection. Force analysis focuses on burst pressure, tensile strength, and hoop stress. Burst pressure is determined by the PTFE’s tensile strength, the reinforcing braid’s tensile strength, and the hose’s diameter and wall thickness. Finite Element Analysis (FEA) is often employed to model stress distribution under varying pressure and temperature conditions. Environmental resistance is paramount. While PTFE itself exhibits excellent chemical inertness, the fittings and the reinforcing braid are susceptible to corrosion in aggressive environments. Selecting compatible materials (e.g., stainless steel 316 for corrosive fluids) is critical. Compliance requirements vary by industry. The automotive industry mandates compliance with SAE J30R9 (for fuel and coolant lines), while the aerospace sector adheres to AS9100 standards. Functional implementation necessitates careful consideration of bend radius; excessive bending can lead to kinking and reduced flow. Temperature cycling introduces thermal stress, requiring materials with low coefficients of thermal expansion and good fatigue resistance. Leakage is a primary concern, demanding tight tolerances and reliable fitting connections. The hose's permeation rate (the rate at which fluids diffuse through the hose wall) must be minimized, particularly for hazardous substances. Static and dynamic pressure testing are mandatory for quality control, ensuring that the hose meets specified performance criteria throughout its service life.
Technical Specifications
| Parameter | Standard PTFE Hose | Convoluted PTFE Hose | Stainless Steel Braided PTFE Hose | Conductive PTFE Hose |
|---|---|---|---|---|
| Temperature Range (°C) | -200 to +260 | -100 to +260 | -65 to +260 | -200 to +260 |
| Pressure Rating (PSI) | Up to 300 | Up to 150 | Up to 6000 (dependent on braid count) | Up to 300 |
| Chemical Compatibility | Excellent with almost all chemicals | Excellent with almost all chemicals | Excellent with almost all chemicals | Excellent with almost all chemicals |
| Tensile Strength (MPa) | 20-30 | 15-25 | 40-60 (including braid) | 20-30 |
| Bend Radius (mm) | 10x Hose ID | 5x Hose ID | 8x Hose ID | 10x Hose ID |
| Electrical Resistivity (Ω-cm) | 1014 - 1016 | 1014 - 1016 | 1014 - 1016 | < 1 Ω-cm |
Failure Mode & Maintenance
High temperature PTFE hose, while robust, is susceptible to several failure modes. Fatigue cracking can occur under repeated pressure cycling, particularly at the connection points. Delamination of the PTFE layer from the reinforcing braid can result from improper bonding or exposure to extreme temperatures. Chemical attack, though rare due to PTFE’s inertness, can occur with certain molten alkali metals. Permeation of fluids through the hose wall, leading to leakage, is a concern with prolonged exposure to specific substances. Oxidation of the stainless steel braid at elevated temperatures, compromising its structural integrity, is another potential failure mechanism. Creep, the slow deformation under constant load, can lead to dimensional changes and eventual failure. Maintenance involves regular visual inspection for cracks, abrasions, and swelling. Pressure testing should be conducted periodically to verify the hose’s integrity. Fittings should be checked for corrosion and tightness. Avoid exceeding the hose’s maximum operating pressure and temperature. Proper storage is crucial; avoid exposure to direct sunlight and extreme temperatures. For braided hoses, inspect the braid for signs of corrosion or broken strands. When replacing a hose, ensure the new hose has the same pressure rating and chemical compatibility as the original.
Industry FAQ
Q: What is the impact of PTFE resin molecular weight on hose performance?
A: Higher molecular weight PTFE resins generally exhibit improved creep resistance and tensile strength. Lower molecular weight resins offer easier processing but may compromise long-term performance, particularly under sustained load and elevated temperatures. The molecular weight directly influences the degree of crystallinity and chain entanglement within the PTFE structure.
Q: How does the braid material affect the hose’s suitability for different fluids?
A: Stainless steel 304 is common, but 316 is preferred for corrosive environments (chlorides, acids). The braid’s corrosion resistance must match the fluid being conveyed. Other materials, like Hastelloy, may be necessary for extremely aggressive chemicals. The braid also dictates the maximum working pressure.
Q: What are the limitations of convoluted PTFE hose compared to smooth bore hose?
A: Convoluted hose offers greater flexibility, facilitating tighter bend radii. However, the convolutions introduce turbulence, reducing flow rate and potentially increasing pressure drop. It also has a lower burst pressure compared to smooth bore hose of the same dimensions.
Q: How do you ensure consistent dimensional accuracy during PTFE hose extrusion?
A: Precise control of the ram speed, die temperature, and back pressure during extrusion is vital. Regular die inspection and maintenance are essential. Post-extrusion sintering parameters (temperature, duration, atmosphere) must be tightly controlled to minimize shrinkage and warping. Statistical Process Control (SPC) is used to monitor and adjust key process variables.
Q: What testing procedures are used to verify the chemical compatibility of a PTFE hose with a specific fluid?
A: Immersion testing involves exposing the hose material to the fluid for an extended period at the operating temperature, monitoring for swelling, discoloration, or degradation. Permeation testing measures the rate at which the fluid diffuses through the hose wall. Tensile testing is conducted on samples exposed to the fluid to assess any changes in mechanical properties.
Conclusion
High temperature resistant PTFE hose remains a critical enabling technology for numerous industries where fluid transfer under harsh conditions is paramount. Its unique combination of chemical inertness, thermal stability, and low friction makes it an irreplaceable component in demanding applications. Effective sourcing requires a deep understanding of material science, manufacturing processes, and performance specifications.
Future developments will likely focus on enhancing the mechanical properties of PTFE hoses, particularly creep resistance and fatigue life, through the incorporation of novel fillers and reinforcing materials. Furthermore, advancements in conductive PTFE formulations will expand its applications in industries requiring static dissipation and electromagnetic shielding. Continued adherence to stringent quality control and international standards will be essential to ensure product reliability and safety.